-
限公司")
-
20年堅守粉體(tǐ)領域,所(suǒ)以專業
量身定製適用(yòng)的粉體塗料,所(suǒ)以特別
- 全國谘詢服務(wù)熱線
- 0769-87005399
20年堅守粉體(tǐ)領域,所(suǒ)以專業

探究了建築鋁型材用砂紋粉末塗料配方中聚酯樹脂類型的選擇(zé)、固化劑用量、顏填料類型(xíng)的選擇對塗層耐候性能及耐水煮性能的影響(xiǎng),以及助劑對塗層紋理(lǐ)形態等的影響。
本研究得到適用於戶外建築(zhù)鋁型材塗裝的耐候(hòu)型砂紋粉末塗料,且各性能指標均達到鋁型材相關國(guó)家標準要求。
金屬型材以(yǐ)其(qí)優異的耐久性、裝飾(shì)性(xìng)和加(jiā)工成型性等特點,廣泛用於建築行業。而鋁型材因(yīn)其加工(gōng)性能佳、質(zhì)輕等特點,占金(jīn)屬型材用量(liàng)的80%以上,因此粉末塗料在鋁型材方麵的應用得到了迅速增長(zhǎng)。
尤其是(shì)粉末塗料噴塗的鋁建材,與陽極氧化、電泳塗裝表麵處理方法相比,對水和大(dà)氣的汙染程度、能耗明顯降低。
塗膜的機(jī)械性能如硬度、耐(nài)磨性、耐酸性等(děng)指標卻大幅提高(gāo),使用壽命比普(pǔ)通陽極氧化(huà)鋁材高(gāo)出1倍,且色彩豐(fēng)富,更能體現(xiàn)建築的多(duō)樣化、個性化(huà)。
目前粉末靜電噴塗已成為(wéi)國內鋁型材表麵塗裝中的熱點,型材用粉末噴(pēn)塗結合熱(rè)轉(zhuǎn)印技術會使其更(gèng)時尚,使粉末噴塗的型材具有更大的發展空間(jiān)。
現在應用於鋁型材的粉末(mò)塗料大都是流平粉(fěn)末塗料,其耐候性一般,但是塗覆了流平粉(fěn)末塗料的鋁型材在搬運過程(chéng)中以及其使用環境導致表麵極易被刮花且易變色。
因此鋁型材用流平粉末(mò)塗料越(yuè)來越成為非主流產品。而(ér)鋁(lǚ)型材用砂紋粉末塗料恰恰(qià)解決(jué)了這個問題,正在被大量使用。
鋁型材因具有大量的邊角,因此一般采用靜電噴塗(tú)的粉末塗料難以將鋁(lǚ)型材邊(biān)角完全(quán)塗覆,影響美觀;且由於鋁型材的特(tè)定使用環(huán)境,鋁型材粉末塗料必須具有良好的耐水煮(zhǔ)性能,以避(bì)免其在使用過程中變色。
目(mù)前使用在鋁型材上的(de)常規粉末塗料的邊角上粉率(lǜ)一般在40%左右,邊角上粉(fěn)不足,影響邊角外(wài)觀;耐水煮的色差ΔE 一(yī)般在2.0 左右,目測已經能看出變色,影響使用。
因此,本文從粉末(mò)塗料的耐候性、耐水煮、邊角上粉等性能出發,針對鋁型材的使用環境研製出符合鋁型材使用的耐候性砂紋效果粉末(mò)塗料。
1、試驗部分
1.1 原材(cái)料
飽和羧基聚酯樹脂(工業級),國產樹脂A、國產樹脂B、國產樹脂C、進口樹脂D、進口樹脂E;
三縮水甘油基異(yì)氰脲酸酯(TGIC,工業級),鞍山潤德精細化工有限公司;
金紅石型鈦白(bái)粉(工(gōng)業級(jí)),杜邦公(gōng)司;
硫酸鋇(BaSO4,工業級),國產;
粉末塗料通(tōng)用(yòng)顏料(工業級),汽巴(Ciba)公(gōng)司;
粉末(mò)塗料通用助劑(流平劑、安息香、脫氣劑(jì)等,均為工業級),國產。
1.2 主要設備(bèi)
Ф30型雙螺杆擠出機(jī)、萬能中藥粉碎機、ACM 磨粉係統、小型靜電噴塗設備、激光粒度分布儀、衝擊試驗儀(yí)、鹽霧試驗箱、氙燈人工加速老化試驗儀(yí)等塗料及塗層性能檢測設(shè)備。
1.3 粉末塗料及塗層製(zhì)備
按(àn)比例稱取飽和羧基聚酯樹脂、異氰脲酸三縮水甘油酯、填料、常規助劑、砂紋(wén)劑、膨潤土、增電劑、顏(yán)料,置於混料缸,充(chōng)分混合並破碎,得到預(yù)混物料;
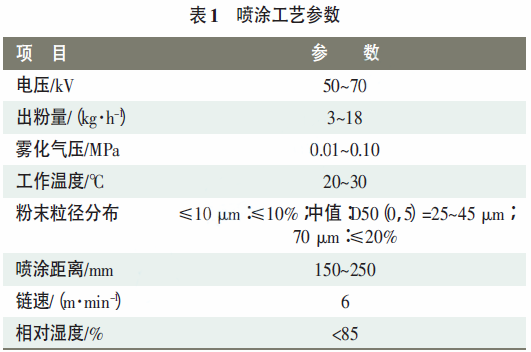
預混合後的物料進入雙螺杆擠出機擠出,擠(jǐ)出機加熱溫度控製在80~120℃;擠出後的物料經壓(yā)片、冷(lěng)卻、粉碎機粉碎成粒(lì)徑(等效(xiào)粒徑D50)為(wéi)20~45μm的粉體,然後(hòu)篩分、包裝。噴塗(tú)工藝(yì)參數見表1。
2、結果與討論
2.1 聚酯樹脂的選擇
試驗選取了國產樹脂(zhī)A、國產樹(shù)脂B、國產(chǎn)樹脂C、進(jìn)口樹脂D以及進口樹脂E 等不同廠家的聚酯樹脂產品,按照相同配方設計製(zhì)備塗層樣(yàng)板, 進行氙燈老化與耐(nài)水煮性能測試,得到的老化試驗數據見表2,耐水煮性能見表3。
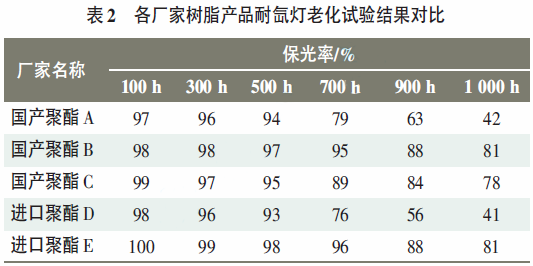

從表2可知,國產樹脂B、進口樹脂E 製備的塗層耐老化性能較好,其(qí)次是國產樹脂C。從鋁型材用粉末塗料對耐候性能要求高的特點出發(fā),選(xuǎn)用國產樹脂B的(de)產品作為塗料的樹脂成分。
由表3可以看出,采用聚酯樹脂B時2h的耐水煮(zhǔ)試驗色差能夠達到0.5 以內(nèi),目測已(yǐ)經看不出(chū)變(biàn)化,性能優良。
其次,試驗選取(qǔ)國產樹脂B廠不同酸值類型(20~25、30~38、40~ 50mgKOH/g)聚酯樹脂,鞍山TGIC固化劑,選擇砂紋劑、膨潤(rùn)土(tǔ)及(jí)填料硫酸鋇、鈦白粉(fěn)等。
按照鋁型材用(yòng)砂紋粉粉末塗料設計(jì),得到在酸值為30 ~38mgKOH/g的樹脂綜合性能最為優越。
其原因可能是酸值偏低時(shí)交聯密度不足,固化不(bú)夠完全,機械性能稍差,酸(suān)值增大時(shí),聚酯樹脂反應活性將增大,反(fǎn)應速度過快,塗層固化得過快,紋理效果難以控製(zhì)。
而(ér)且飽和羧基聚酯樹脂是由多元醇與多元酸縮(suō)聚(jù)製得的,高酸值聚酯樹(shù)脂的製備通常需(xū)添加偏苯三(sān)酸酐類的原材料,而(ér)該類物質會使塗層的(de)耐候性能降低(dī),因而考慮(lǜ)到耐候性方麵,不適宜選擇酸值太高的聚酯樹脂。
綜上所述(shù),本試驗選用國產(chǎn)樹脂B廠(chǎng)酸值在30~38mgKOH/g範圍內的飽和羧基聚酯樹脂。
2.2 固化劑用量的影響
本試驗選用酸值為30~38mgKOH/g的飽和羧基聚酯樹脂(國(guó)產樹脂B),添加鈦白粉、砂紋劑、膨潤土等,按照鋁型材用粉末塗料設計配方,對(duì)比了TGIC用量對塗層相關(guān)性能的影響,試驗結果見表4。

從表4不難看(kàn)出,當固化劑用量比較少時(shí),塗層的耐化學品性能和(hé)物理(lǐ)性能相(xiàng)對(duì)較差(chà),這是由體係固化不完全(quán)造成的(de),但是(shì)當固化劑用量超過一定的程度,不但會增加配方(fāng)成本,還會因(yīn)為膠化速度急劇增大而影響塗層紋路的效果。
另外不同樹脂生產廠商生產的聚(jù)酯(zhǐ)樹脂酸值的範圍各有差異,即使是同一公司的(de)同一產品,不同的生(shēng)產批次其酸值也或多或少存在一些變動。
所(suǒ)以在設計配方時,應當根據所選用聚酯樹(shù)脂酸值的具體情況,首先(xiān)計算固化劑的理論(lùn)用量,然後在此理論基礎上通過具體試驗進行驗(yàn)證,並(bìng)最終確定實(shí)際固化劑用量(liàng)。
本試驗選取的酸值為30~38mgKOH/g的聚酯樹脂,對其選取鞍山TGIC 作為固化劑,推薦14.5~15.5g/200g樹脂的配方(fāng)用(yòng)量。
2.3 填料的影響
製備鋁型材用(yòng)耐候型砂紋粉末塗料時(shí),因其(qí)耐候性能要(yào)求較高,填料通常選用硫酸鋇。
硫酸(suān)鋇(bèi)有天然硫酸鋇(重晶石(shí),250目)、8000鋇(8 000目)、沉澱硫酸鋇(10000 ~ 20000目)幾種,在(zài)使用中,通(tōng)常通過選用硫酸(suān)鋇的種類來調節砂紋(wén)粉的紋(wén)路大小與形態,見表(biǎo)5。
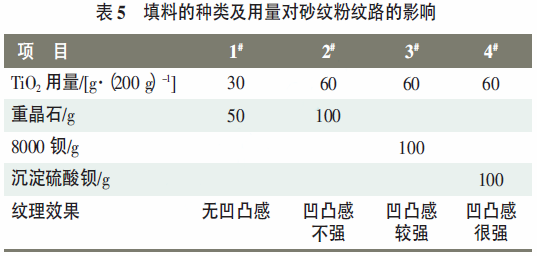
加入填(tián)料的量越多,相對應的吸油(yóu)量也就越大,通常鈦(tài)白粉的吸油(yóu)量在20%~22%,硫酸鋇的吸油量在10%~15%,吸油量(liàng)越大,塗層凸凹程度就(jiù)越強;
硫酸鋇的粒度大小決定了它(tā)的吸油量的多少(shǎo),沉澱硫酸鋇的粒度最小(xiǎo),在(zài)2~5μm範圍,其比表麵積最大,吸油量(liàng)也越大,因此凸凹程(chéng)度(dù)也越(yuè)強。
2.4 顏料對耐水煮性能的影響
對於一些(xiē)純色的粉末塗料,耐水煮測試後色差容易控製,能達(dá)到0.5 左右,多采用耐候型(xíng)無機顏料,如:鐵黑、碳黑(hēi)、鉻黃、鐵紅、鈦藍、鈦青、群青、鈦綠等。
對於一些鮮豔(yàn)的(de)粉末塗料,耐水煮(zhǔ)時色(sè)差較大,主(zhǔ)要選擇一些耐(nài)高溫(wēn)性能較好(hǎo)的有機顏料。試驗研究了不同種類的顏料耐(nài)水煮性能的(de)差別(bié),見表6。
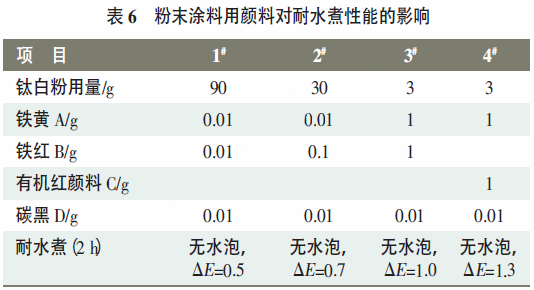
由表6可以看出(chū),對於(yú)1#、2#、3# 試樣,顏色越來(lái)越鮮豔時,耐水煮時(shí)其色差變化越來越大,說明顏(yán)色越鮮(xiān)豔其耐水煮性(xìng)能越差;
對於3#、4# 試樣,3#采(cǎi)用無機紅顏料,4#采(cǎi)用有機紅顏料,4#的色差變化大於3#,說明有機(jī)顏料(liào)的耐水煮性能稍差,因此對於一些鮮豔顏色的調試應盡量(liàng)選用一些耐高溫的有(yǒu)機顏料。
2.5 砂紋粉紋路的研究
一般(bān)通過砂紋粉配方中的砂(shā)紋劑與膨潤土來控製紋路的粗細、光澤、凸起程度(dù),也通過樹脂的反應性來控製紋路的凸起程度,通過粉末粒度大小來調節紋路的粗細,見表(biǎo)7。
、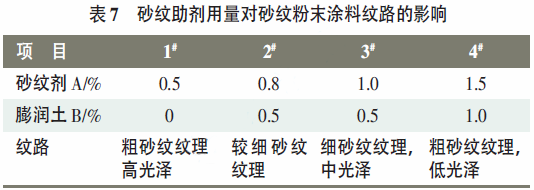
由表7可以看出,當砂紋劑在(zài)0.5%~1.0%範圍時塗層紋理逐(zhú)漸減小,當達到1.5%時,砂紋紋理又開始變大。可以(yǐ)通過調節膨潤(rùn)土的量在一定程度(dù)上調節(jiē)紋路凸起(qǐ)程度與(yǔ)光澤高低。
2.6 耐候型鋁型材(cái)砂紋粉末塗料的配方及性能
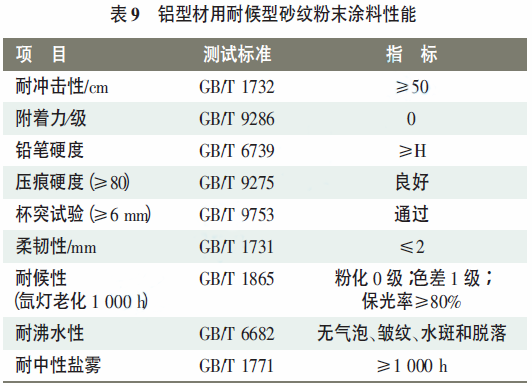
通過上述針對聚酯樹脂、固化劑(jì)種類及用量、填料種類及助劑用量的篩選和研(yán)究(jiū),應用(yòng)於鋁型(xíng)材的節能環保耐候型粉(fěn)末塗料(liào)配方構成及性能指標見表8~9。
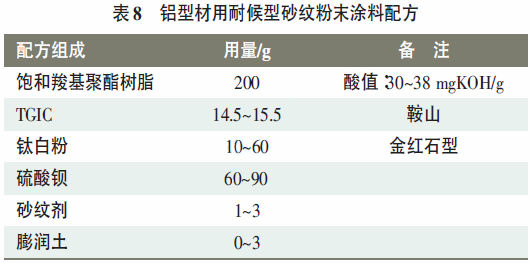
具體生產時可依據用戶的需要添加對應的(de)顏料及其他(tā)功能性助劑,可得到(dào)外觀與顏色(sè)各異的塗層。
3、結語
耐(nài)候型砂紋粉末塗料以其良好的耐(nài)刮傷性能,在(zài)鋁型材行業中的(de)使用越來越廣泛,並(bìng)逐步(bù)替代之前的流(liú)平(píng)粉。由於鋁型材的特定使(shǐ)用環境,鋁型材(cái)粉末塗料必須具有良好的耐水煮與耐候性能。
來源:廣州擎天材料科技有限(xiàn)公司
探究了建築鋁型材用砂紋粉末塗料配方中聚酯樹脂類型的選擇、固化劑用量、顏填料(liào)類(lèi)型的選擇(zé)對塗層(céng)耐候性能及耐水煮性能的影響,以(yǐ)及助劑對塗層紋(wén)理形態等的影響。
本研究得到適用於戶外建築鋁型材塗裝的耐候型砂紋粉末塗料,且各(gè)性能指標均達到鋁型材相關國家標準要求。
金屬型材以其優異的耐久性、裝(zhuāng)飾性和加工成型性等特(tè)點(diǎn),廣泛用於(yú)建築(zhù)行業。而鋁型(xíng)材因其(qí)加工性能(néng)佳、質輕等特點,占金屬型(xíng)材用(yòng)量的80%以上,因此粉末塗料在鋁型材方(fāng)麵的應用(yòng)得到了迅速增長。
尤其是粉末塗料噴塗的鋁建材,與陽極氧化、電(diàn)泳塗裝表麵處(chù)理方(fāng)法相(xiàng)比,對水和大氣的汙染程度、能耗明顯降低(dī)。
塗膜的機(jī)械性(xìng)能如(rú)硬度(dù)、耐磨性、耐酸性等指標卻大(dà)幅提高,使用壽命(mìng)比普通陽極氧化鋁材高出1倍,且色彩豐富,更能體現建築的多樣化、個性化。
目前粉末靜電噴塗已成(chéng)為(wéi)國內鋁型材表麵塗裝中的熱點,型材(cái)用粉末噴塗結合熱轉印技術會使其(qí)更時尚,使粉末噴塗的(de)型材具有更大的發展(zhǎn)空間。
現在應用於鋁型材的粉末塗料大都是流平粉末塗料,其耐候性一般,但是塗(tú)覆了流平粉末塗料的(de)鋁型材在搬運過程中(zhōng)以及其使用環境導致表麵極易被刮花且易變(biàn)色(sè)。
因此鋁型材用流平粉末塗料越來越成為非主(zhǔ)流產品。而鋁型材用砂紋粉末塗料恰恰解決了這個問題,正在被大量使用。
鋁(lǚ)型材因具有大量的邊角,因此一般采用靜電噴塗的(de)粉末塗(tú)料難以將鋁型(xíng)材邊角完全塗覆,影響(xiǎng)美觀;且由於鋁型材的特定使(shǐ)用環境,鋁型材粉末塗料必須具有(yǒu)良好的耐水煮(zhǔ)性(xìng)能,以避免其在使用過(guò)程(chéng)中變色。
目前使用在鋁型(xíng)材(cái)上的常規(guī)粉末塗料的邊角上粉率一般在40%左右,邊角上粉不足,影(yǐng)響邊角外觀;耐水煮的色差ΔE 一(yī)般在2.0 左右,目測已經能看出變色,影響使(shǐ)用。
因此,本文從粉(fěn)末塗料的耐候性(xìng)、耐水煮、邊角上(shàng)粉等性能出發,針對鋁型材的使用環境研製出符合鋁型材使用的耐候性砂紋效果粉末塗料。
1、試(shì)驗部分
1.1 原材料
飽(bǎo)和羧基聚(jù)酯樹脂(工業級),國產樹脂A、國產樹脂B、國產樹脂C、進口樹脂D、進口樹脂E;
三縮水甘油基異氰脲酸酯(TGIC,工業級),鞍山潤(rùn)德精細化工有限公司;
金紅石型鈦(tài)白粉(工業級),杜邦公司;
硫酸(suān)鋇(BaSO4,工業級),國產;
粉末塗料通用顏料(工業級),汽巴(Ciba)公司;
粉末塗(tú)料通用助劑(流平劑、安息香、脫氣劑等,均為工業級),國產。
1.2 主要設備
Ф30型雙螺杆擠(jǐ)出機、萬能中藥粉碎機、ACM 磨粉係統、小型靜(jìng)電噴塗設備、激光粒度分布儀、衝擊試驗儀、鹽霧試驗箱、氙(xiān)燈人工加速老化試驗儀等塗料及塗(tú)層性能檢(jiǎn)測設(shè)備(bèi)。
1.3 粉末塗料(liào)及塗層製備
按比例稱取飽和羧基聚酯樹脂、異氰脲酸三縮水甘油酯、填料、常規助劑(jì)、砂紋劑、膨潤土、增電劑、顏料,置於混料缸,充分混合並破碎,得到預混物料;
預混合後的物料進(jìn)入雙螺杆擠出機擠出,擠出機加熱溫度控製在80~120℃;擠出後的物料經壓片、冷卻、粉碎(suì)機粉碎成粒徑(等效粒徑D50)為20~45μm的粉體(tǐ),然後篩分、包裝。噴(pēn)塗工藝參數見表1。
2、結果與討論
2.1 聚酯樹脂的選擇
試驗選取了國產樹脂A、國產樹脂(zhī)B、國產樹脂(zhī)C、進口樹脂D以及進口(kǒu)樹脂E 等不同廠家的聚酯樹脂產品,按照相同配方設計製備塗層樣板(bǎn), 進行氙燈老化與耐水(shuǐ)煮性能測試,得到的老(lǎo)化試驗數據見表(biǎo)2,耐水煮性能見表3。
從表2可知,國產樹脂B、進口樹脂E 製備的(de)塗層耐老化性能較(jiào)好,其次是國產樹脂C。從鋁型材用粉末塗料對耐候性能要求高的特點出發,選用國產樹脂B的產(chǎn)品作為塗料的(de)樹脂成分。
由表3可以看出,采用(yòng)聚酯樹脂(zhī)B時2h的耐(nài)水煮試驗色差能夠達到0.5 以內(nèi),目測已經看不出變化,性能優良。
其次,試驗選取國產樹脂B廠不同酸值類型(20~25、30~38、40~ 50mgKOH/g)聚酯(zhǐ)樹脂,鞍山TGIC固化劑,選擇砂(shā)紋劑、膨潤土及填料硫酸鋇、鈦白粉(fěn)等(děng)。
按照鋁型材用砂紋粉粉末塗料設計,得到在酸值為30 ~38mgKOH/g的樹脂綜合性能最為優越。
其原因可能(néng)是酸值偏低時交聯密度不足,固化不夠完全,機械性能(néng)稍差,酸值增(zēng)大時,聚酯樹脂反應活性將增大,反應速度過快,塗層固化得過快,紋理效果難以控(kòng)製。
而(ér)且飽(bǎo)和羧基聚酯樹脂是由多元醇與多元酸縮聚製得的,高酸值聚酯樹脂的(de)製備通常需添加偏苯三酸酐類的原材(cái)料(liào),而該類物質會使塗層的耐候性能降低(dī),因而考慮到耐候性方麵,不適宜選擇酸值太高的聚酯(zhǐ)樹脂(zhī)。
綜上所述,本試驗選用國產樹脂B廠酸值在30~38mgKOH/g範圍內的飽和羧基聚酯樹脂。
2.2 固化(huà)劑用量的影響
本試驗(yàn)選(xuǎn)用酸值為30~38mgKOH/g的(de)飽和(hé)羧基聚酯樹脂(zhī)(國產樹脂B),添(tiān)加鈦白粉、砂紋劑、膨潤土等(děng),按照鋁型(xíng)材用粉末塗料(liào)設計配方,對比了TGIC用量(liàng)對(duì)塗層相關性能的影響,試驗結果見表4。
從表4不難看出(chū),當(dāng)固化劑(jì)用量比較(jiào)少(shǎo)時,塗層的耐化(huà)學品性能(néng)和物理性能相對較差,這是由(yóu)體係固化不完全造成的,但是當固化劑用量超過一定的程度,不但會增加配方成本,還會因為膠化速度急劇增大(dà)而影響塗層紋路(lù)的效果。
另外不同樹脂生產(chǎn)廠商生產的(de)聚酯樹脂(zhī)酸值的範圍各有差異,即使(shǐ)是同一公司的同一產品,不同的生產(chǎn)批次其(qí)酸值也或多或少存在一些變動。
所以在設計配(pèi)方時,應(yīng)當根據所選用聚酯(zhǐ)樹脂酸(suān)值的具體情況,首先計算固化劑的理論用量,然後在此理論基礎上通過具體試驗進行驗證(zhèng),並最(zuì)終確定實際固化劑用量。
本試驗選取的酸值為30~38mgKOH/g的聚(jù)酯樹脂,對其選取鞍山TGIC 作為(wéi)固化劑,推薦14.5~15.5g/200g樹脂的配方用量(liàng)。
2.3 填料的影響
製備鋁(lǚ)型材用耐候型砂紋粉末塗料時,因其耐候性能要求(qiú)較高,填料通常(cháng)選用硫酸鋇。
硫酸鋇有天然(rán)硫酸鋇(重晶石,250目)、8000鋇(8 000目)、沉澱硫酸鋇(10000 ~ 20000目)幾種,在使用中,通常通過(guò)選用硫酸鋇的種類(lèi)來調節砂紋粉的紋路大小與形態,見表5。
加(jiā)入填料的量越多,相對應的吸油量也就越大,通常鈦白粉的吸油量在20%~22%,硫酸(suān)鋇的吸油量在10%~15%,吸油量越大,塗層凸凹程度就越強;
硫(liú)酸鋇的(de)粒度大小決定(dìng)了它(tā)的吸油量的多少,沉澱硫酸鋇(bèi)的粒度最小,在2~5μm範圍,其比表麵積最大,吸油量也越大(dà),因此凸凹(āo)程度也越強。
2.4 顏料對耐水煮性能的影響
對於一些純色的粉末塗料,耐(nài)水煮測試後色差容易控製,能達到(dào)0.5 左右,多采(cǎi)用耐(nài)候型無機顏料,如:鐵黑、碳黑、鉻黃、鐵紅、鈦藍、鈦青、群青、鈦(tài)綠等。
對於一些鮮豔的粉末塗料(liào),耐水煮時色差較大,主要選擇一些耐高溫性能較(jiào)好的(de)有機顏料。試驗研究了不同種類的顏料(liào)耐水煮性能的差別,見表6。
由表(biǎo)6可以看出,對於1#、2#、3# 試樣(yàng),顏色越(yuè)來越鮮豔時,耐水煮時其色差變化越來越大,說明顏(yán)色越鮮豔(yàn)其耐水(shuǐ)煮性能越差;
對於3#、4# 試樣,3#采用無機紅顏料(liào),4#采用有機紅顏料,4#的色差變化大於(yú)3#,說明有(yǒu)機顏料的耐(nài)水煮性能稍差,因此對於一些(xiē)鮮豔顏色的調試應盡量(liàng)選用一些耐高溫的有機顏(yán)料。
2.5 砂紋粉紋(wén)路的(de)研究
一般通過砂紋粉配方中的砂紋劑與膨潤土來控製紋路的粗(cū)細、光澤、凸起程度,也通過樹脂的反(fǎn)應性來控製紋路的凸起(qǐ)程度,通(tōng)過粉末粒度大小來調節(jiē)紋路的粗細,見表7。
、
由表7可以看出,當砂紋劑在0.5%~1.0%範圍時塗層紋(wén)理逐漸減小,當達到1.5%時,砂紋紋理又開始變大。可以通過調節膨潤土的量在一定程度上調節紋路凸起程度與光澤高低。
2.6 耐候型鋁型材砂紋粉末塗料的配(pèi)方(fāng)及性(xìng)能
通(tōng)過上述針對聚酯樹脂、固化劑種類及用量、填料種類及助劑用量(liàng)的篩選和研究,應用於鋁型材的節(jiē)能環保耐候型(xíng)粉末塗料配(pèi)方構成及性能指標見表8~9。
具體(tǐ)生產時可依(yī)據用戶的需要添加對應的顏料及其他功能性助劑,可得到外觀與顏(yán)色各異的塗層。
3、結語
耐(nài)候型砂紋粉末塗料以其良好的耐刮傷性能,在鋁型材行業(yè)中(zhōng)的使用越來(lái)越廣泛,並逐步替(tì)代之前的流平粉。由於鋁型材的特定使用環境,鋁型(xíng)材粉末塗料必須具有良好的耐(nài)水(shuǐ)煮與耐候性能。
來源(yuán):廣州擎天材料科技有限公司

地址:廣東省東莞市黃江鎮田美村北區一隊一號 技術支持:優速網絡
聯係人:楊先生 手機:136-0267-9965 電話:0769-87005399 / 87005397
郵箱:yangbo7558@126.com 備案號:粵ICP備15101054號
東莞市(shì)欧美久久久久精品三级五六斤裝飾材料有限公司是一家專業生產粉(fěn)體塗料(liào)等產品的企業。本公司現位於風景(jǐng)秀麗(lì)的黃江鎮,歡迎參觀谘(zī)詢。

關注公眾號

谘詢更多
色抗菌粉")



 白")
花")

灰")

皺紋")



 在線客服
在線客服
 136-0267-9965
136-0267-9965
